英语原文共 10 页,剩余内容已隐藏,支付完成后下载完整资料
Sn-Bi,Sn-Ag,Sn-Zn无铅焊料合金的显微组织和力学性能
摘要
本文的目是对Sn-Bi,Sn-Ag和Sn-Zn合金的机械性能做比较性评估,并探究它们在作为焊锡材料得以应用时的机械性能与最终显微组织阵列的函数关系。对所得Sn–40 wt.% Bi, Sn–3.5 wt.% Ag and Sn–9 wt.% Zn合金的微观组织、抗拉强度和拉伸率进行评估,并与相应传统Sn–40 wt.% Pb钎料合金进行对比。沿单向凝固铸件的长度方向在特定位置选择试样进行拉伸实验,每种合金所得拉伸性能与显微组织的参数之间产生了霍尔-佩齐模型关系式。结果发现,所有检测过的无铅合金都符合机械强度和环境保护之间的共容。Sn-Bi合金具有所有检测合金的最高极限抗拉强度,而Sn-Ag和Sn-Zn合金更轻并表现出比Sn-Pb和Sn-Bi合金更高的延展性。
1.引言
含铅焊料一直以来由于其低成本,良好的润湿性和令人满意的机械性能而被广泛应用[1–4]。由于锡铅焊料被立法禁止和限制使用,所以无铅焊料急需被研发应用[1–4]。随着越来越多对无铅焊料的需求,微电子组装中新型焊料的可靠性是必须严格要求的。含Pb成分的元件在微电子工业中的消除是一个世界性的重要目标,在这个意义上,了解不同的焊料合金在不同的工作条件下的力学性能和其他性能的表现(载荷、弯曲、热循环等)是有帮助的。许多可用的无铅焊料合金(如Sn–Bi、Sn–Ag和Sn–Zn)被认为是潜在的替代经典的锡铅合金的无铅合金。这些合金与传统的锡铅合金相比具有熔点低、良好的润湿性等优点[3–10]。
凝固而成的典型亚共晶Sn-Ag合金具有由富Zn树枝状基质和共晶混合物形成的微观组织[11–15]。据报道,Ag3Sn IMC在凝固过程中不同的冷却速率可以有三种不同的形态:球体,针状和片状[15–18]。考虑Sn-Zn合金中的微观组织是在高冷却速率的情况下由一个富Sn基质球状样的锌粒子构成,这些球状样锌颗粒在生长速率(V)大于0.5mm/s时持续增长,并与生长速率介于0.3mm/s-0.5mm/s的针状锌颗粒共存[19],当生长速率低于0.3mm/s时,低共熔混合物中占主导地位的是针状富Zn相[19]。
亚共晶二元Sn-Bi合金具有富Sn树突矩阵和由富Bi相和Sn相形成的低共熔混合物[20,21]。微电子元件行业也可以使用三元Sn-Bi-Zn合金,其显微组织是由树枝状阵列、初级锌针状晶体以及由Bi,Sn和针状锌颗粒形成的三元共晶组织[20]。
上述钎料合金的力学性能与相应显微组织阵列的相关报道(即冷却过程中与冷却速率的函数关系)在文献中是极少有的。在焊接过程中可以形成不同的显微组织,这些显微组织与冷却条件有关,并且在焊接过程中可以显著影响力学行为。在这个意义上来说,热加工变量是控制焊接合金的强度和延展性以及显微组织缺陷的特别重要的一环[1,14,16,19]。
由于在电子元件和电子设备的组装过程中基板的热膨胀系数不同,焊料连接的机械性能是至关重要的[22]。在一些工作条件下,焊料连接也受到两个循环载荷和热循环的影响,并根据其疲劳寿命,疲劳失效前的周期数将开始缩短。如果剪切应变力由于微分热膨胀而大于剪切屈服力,焊接接头也是可能发生塑性变形的 [21]。根据Abtew和Selvaduray [22]提出的拉伸性能指数,例如屈服强度(YS),极限拉伸强度(UTS)和弹性模量,有必要确定焊接连接处能承受而不失效的拉伸变形程度。在这个意义上说,了解热处理变量如何控制显微组织阵列是非常有趣的,因为这将允许对焊接工艺进行预编程,并控制钎料合金的组织缺陷、强度和塑性。
本文的目的是将Sn–40 wt.% Bi, Sn–3.5 wt.% Ag 和Sn–9 wt.% Zn合金与传统的Sn–40 wt.% Pb钎料合金进行显微组织和实验拉伸性能(极限屈服强度和拉伸强度以及伸长率)的比较性分析。为此,用水冷式定向凝固装置来获得一系列不同冷却速度的凝固铸件样品。在焊接行业,瞬时热流条件在需要施加的操作条件中是极其重要的,因为这样会引起不同的微观结构阵列。为了最大限度地减少显微组织成分不均匀分布的影响,凝固更接近平衡是很有必要的,但是这将增加制造的最终成本。考虑到冶金和成本特点,通过控制热凝固变量,以达到在确定的显微组织阵列的范围内能够满足所需范围内的机械性能是更好的选择。
2.实验步骤
锡基焊料合金(Sn–40 wt.% Bi, Sn–3.5 wt.% Ag, Sn–9 wt.% Zn 合金和Sn–40 wt.% Pb)的制备是利用高纯度的金属,如Sn(99.991wt.%),Bi(99.992wt.%),Ag(99.993wt.%),Zn(99.995wt.%)和Pb(99.83wt.%)。这些平均浓度是用X射线荧光技术通过面积为100mm2的探头对三种不同金属样品进行测量得到的。
用于获得铸态凝固样品的装置是一个垂直向上的定向凝固装置,它的目的是通过底部水冷这样的方式提取该热量。在以往的研究报告中已经有了关于此凝固装置的更多细节[1,19]。使用体积分数为92%的甲醇,5%的HNO3和3%的盐酸对其进行时间为5s的显微组织阵列表征,用图像处理系统Neophot32和剑桥徕卡-500测量枝晶臂间距,利用SEM和XRD获得了一些典型的照片。第一(lambda;1)第二(lambda;2)和第三(lambda;3)枝晶臂间距分别在铸件横向或纵向部分进行测定,第二枝晶臂间距(lambda;2)是由沿主分支的纵剖面相邻一侧的分支之间的平均距离测得的[15-20]。测量每个选定的位置沿浇铸长度的lambda;2值[1,19]。
从定向凝固铸件横向取标本,根据ASTM标准E8 M /04的规格,在MTS Test Star II 机上约1.6times;10-4s-1的应变速率进行拉伸试验制备和测试。沿着每个已检测好的合金的铸造长度方向选择好位置,分为三份进行拉伸试验。
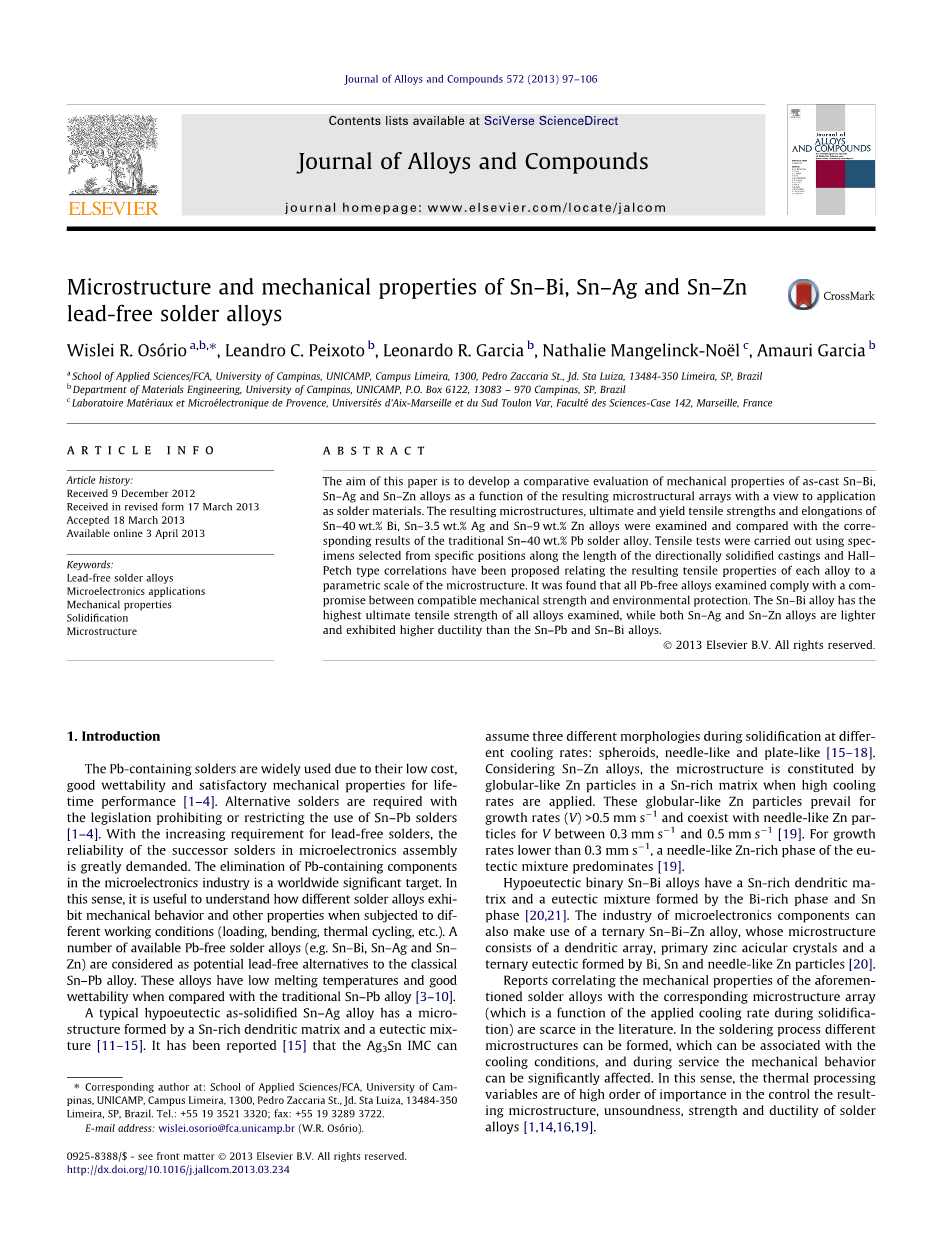
图1:宏观上定向凝固铸件的典型显微组织:(a) Sn–40 wt.% Bi, (b) Sn–3.5 wt.% Ag, (c) Sn–9 wt.% Zn和(d)Sn–40 wt.% Pb 合金
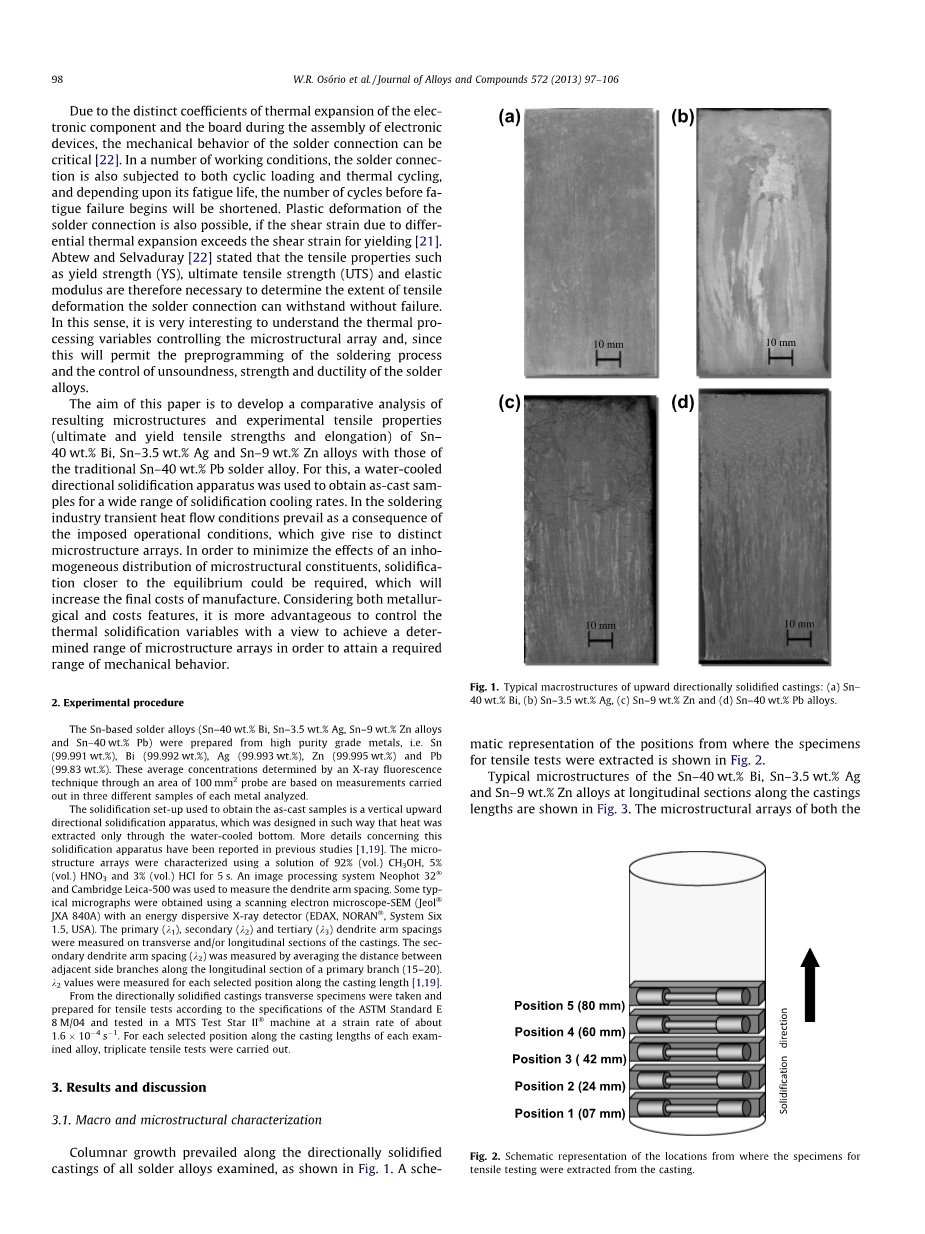
图2:从铸件中提取拉伸试验试样的位置示意图
3.结果与分析
3.1宏观和微观结构表征
所有检测过的焊料合金沿定向凝固铸件生长出大量的柱状晶体,如图1所示。
拉伸试验试样位置的示意图,如图2所示。Sn–40 wt.% Bi, Sn–3.5 wt.% Ag and Sn–9 wt.% Zn 合金沿着铸件长度在纵向部分的典型微观结构如图3所示。
图3:Sn–40 wt.% Bi, Sn–3.5 wt.% Ag and Sn–9 wt.% Zn 合金沿着铸件长度在纵向部分的典型微观结构。
Sn–Bi和Sn–Ag 合金的微观组织结构都呈现出了树枝状形态。所得Sn–9 wt.% Zn共晶合金的微观组织是由一个接近铸件底部位置的球状样锌颗粒富Sn基体(直径约5mu;m)构成。如之前也提到过的,这种显微组织阵列普遍存在于距离铸件底部大约15mm以及在15mm-30mm之间由球状和针状锌颗粒组成的混合物中[1,19];大于30mm到铸件顶部之间,富Zn晶相只表现出针状颗粒特征,由富Zn相和Sn基体形成的类似微观组织阵列也在其他文献中被提到过[3,6,7,11]。
该Sn–40 wt.% Bi合金微观组织阵列是由在枝晶间区域富Sn树枝状基体与低共熔混合物(在光区域质量分数约为21%的Sn-Bi固态溶液中)形成;Sn–3.5 wt.% Ag合金的显微组织是由富Sn相(在光区域质量分数约为0.05%的Sn-Ag固态溶液)与低共熔混合物(Ag3Sn IMC和富Sn相之间的合作增长)在枝晶间区域形成的。图4中所示为Sn-Bi,Sn-Ag,Sn-Sn系二元相图。
图4:完整的Sn-Bi,Sn-Ag,Sn-Zn二元相图
考虑到使用的水冷铸模,所达到的最高冷却速率在靠近铸造区域/冷却的表面(底部),由于冷却表面到铸件顶部与冷却表面凝固壳距离的增加导致热电阻的增加,冷却速率降低。这种影响转化为底部枝晶间距较小,顶部铸件较大的显微组织阵列。图3表示的是两个Sn-Bi和Sn-Ag系合金样品的情况。对于Sn-Zn合金,随着铸件长度的变化,锌颗粒的形貌由球形向针状转变。
图5描述了在一个准平衡凝固条件下每个Sn-Bi系,Sn-Ag系和Sn-Zn系合金典型的温度与时间(T x t)的曲线。如图4所示,热电偶(J型)的读数生成图表,表明了每个合金的温度转换(TL液态或TE共晶)。这些图显示了每个TL、TE和每个合金相对应的凝固区间。因为潜在的无铅焊料合金应具有低熔化温度,并且与传统的Sn-Pb合金的兼容,可以看出,所有的合金都达到了这一要求。
图5:平衡凝固条件下的典型冷却曲线:(a) Sn–40 wt.% Bi, (b) Sn–3.5 wt.% Ag and (c) Sn–9 wt.% Zn合金的液相线温度和共晶温度
就像之前提到的,每个定向凝固实验期间热电偶读数也被用来产生从金属/模具界面为相应的等温液相线或共晶前沿浇铸长度通道每个具体位置的时间函数生成的位置图[1,19,23]。微观结构表征和沿浇筑长度的热读数,已经证明了尖端增长率(VL)或共晶生长速度(VE)与实验微观结构参数相关(即枝晶间距lambda;2或小球直径或富Zn粒子的针宽度lambda;)。lambda;2和lambda;平均实验值的函数V(即VL和VE)如图6所示。对于每一个焊料合金,实验点的经验拟合已经可以推导出实验生长规律表达K作为V的幂函数。在先前的研究中使用的Sn-9wt.%的Zn合金已经观察到,两个不同的趋势K = F(V)与球状到针状富Zn颗粒的过渡相关联,如图6B所示。在目前的调查中,它被证明所有焊料合金的显微组织参数(lambda;2或lambda;)因生长率(V)的增加而降低,并且2/3幂律一般都允许这两个特征和V的实验误差lambda;2和lambda;。这些结果是在与以前文献中提到的一些非稳态凝固的二元合金报告一致。
图6:(a)第二枝晶壁间距(lambda;2)和(b)小球直径或富Zn针状粒子宽度(lambda;)与Sn–40 wt.% Bi, Sn–3.5 wt.% Ag 和Sn–9 wt.% Zn等温液相线或共晶前的速度(V)关系
众所周知,高冷却速率(高生长率)导致较小的间距,从而产生了更均匀分布的第二相,低共熔混合物等。这似乎有助于增加拉伸强度。在这次实验中,无论是Sn-Ag和Sn-Zn合金的样品都有分别通过球体状 纤维状的金属间(第二相的Ag3Sn IMC)粒子以及球状和富Zn针状相(第二相混合物)形成的微观组织。从铸件底部5mm处分别达到V=0.75mm/s和2.2mm/s,促使了小球体(或球状体)第二相的形成。另一方面,在低增长率下(V<0.2mm/s)观察针状和纤维状颗粒,如图3所示。
当Cs和Cl分别为固态和液态时,Sn–40 wt.% Bi焊料合金在共晶温度(139℃)的恒定平衡分配系数(k)可以计算出来(K = Cs/ Cl =21/57= 0.37)。非平衡凝固过程中,这个参数K符合Scheil方程,形成估计浓度为14.7% 的初步固态。类似的估计也可以在其他的两个合金上进行。但是,相应的极限溶解度形成的是相应的主固体浓度,即 0.05 wt.% Ag and 1.7 wt.% Zn for Sn–3.5 wt.% Ag and Sn–9 wt.% Zn合金,如图4所示。
另一个有趣的观察是关于实验范围内的生长率分别为1.21mm/s和0.31mm/s时 Sn–Bi和Sn–Ag合金第三枝晶枝的初始生长。由此可以看出,在距离冷却表面位置40mm和60mm的三次枝晶间距小于实验检测范围内的二次枝晶间距。lambda;1/lambda;3普遍出现在文献中[28]。在本次探究中,实验结果表明,Sn–Bi和Sn–Ag焊料合金的比例大约为10。似乎较低冷却速率的溶质(Bi和Ag)的量是导致形成树枝状分支第三枝晶的必要条件[28]。此微观组织阵列有助于第二相的更均匀分布,提高了取向误差的程度并导致产生了一个滑动面通道的电阻,将所得的机械强度也提高[25–27,35]。
图7:在冷却底部不同位置提取的试样的典型的应力-应变曲线:(a) Sn–40 wt.% Bi, (b) Sn–3.5 wt.% Ag, (c) Sn–9 wt.% Zn和 (d) Sn–40 wt.% Pb
3.2 拉伸行为和微观结构
图7画出了三种无铅焊料合金(Sn–40 wt.% Bi, Sn–3.5 wt.% Ag and Sn–9 wt.% Zn)和 Sn–40 wt.% Pb 所得的
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[148258],资料为PDF文档或Word文档,PDF文档可免费转换为Word
课题毕业论文、开题报告、任务书、外文翻译、程序设计、图纸设计等资料可联系客服协助查找。
您可能感兴趣的文章
- 饮用水微生物群:一个全面的时空研究,以监测巴黎供水系统的水质外文翻译资料
- 步进电机控制和摩擦模型对复杂机械系统精确定位的影响外文翻译资料
- 具有温湿度控制的开式阴极PEM燃料电池性能的提升外文翻译资料
- 警报定时系统对驾驶员行为的影响:调查驾驶员信任的差异以及根据警报定时对警报的响应外文翻译资料
- 门禁系统的零知识认证解决方案外文翻译资料
- 车辆废气及室外环境中悬浮微粒中有机磷的含量—-个案研究外文翻译资料
- ZigBee协议对城市风力涡轮机的无线监控: 支持应用软件和传感器模块外文翻译资料
- ZigBee系统在医疗保健中提供位置信息和传感器数据传输的方案外文翻译资料
- 基于PLC的模糊控制器在污水处理系统中的应用外文翻译资料
- 光伏并联最大功率点跟踪系统独立应用程序外文翻译资料


