
英语原文共 9 页,剩余内容已隐藏,支付完成后下载完整资料
Ti磨粒磨损对材料去除行为的影响-单一聚集cBN晶粒的6Al-4V钛合金
A R T I C L E I N F O A B S T R A C T
|
关键词: 聚集cBN颗粒 磨粒磨损 自锐能力 材料去除性能 研磨 |
研究了烧结态立方氮化硼(AcBN)颗粒的磨削性能。对Ti-6Al-4V钛合金进行了单颗粒磨削试验,研究了AcBN颗粒的磨损特性及其对材料去除行为的影响。对AcBN颗粒的形貌、微观结构和划痕形貌进行了表征。讨论了AcBN磨料的磨削力比、材料去除效率和磨粒磨损特性。结果表明,所制备的AcBN晶粒具有多个刃口,比传统的单晶cBN晶粒具有更好的自锐性。此外,AcBN晶粒具有更稳定的磨削力比、更大的材料去除量、更高的材料去除效率和更长的稳定磨损区域。 |
一.介绍
Ti-6Al-4V钛合金具有高的强度重量比和良好的耐蚀性,在航空航天工业中得到了广泛的应用[1-4]。然而,这些合金是典型的难切割材料[5-8]。砂轮磨削是机械加工Ti-6Al-4V钛合金的重要方法。在Ti6Al-4V合金的高效磨削过程中,应用立方氮化硼(cBN)超硬磨料砂轮通常是获得高生产率、避免磨削烧伤和减少刀具磨损的必要条件[9-12]。传统的单晶cBN(McBN)磨粒具有典型的各向异性晶体结构,在磨削过程中,当对晶粒表面施加极大的应力时,会产生解理裂纹,并最终产生宏观断裂[13–18]。此外,McBN晶粒的宏观断裂和漏钢等不良特征严重影响了磨矿效率和磨矿表面质量。
从磨削的微观角度来看,单个磨粒作为砂轮的最小元素,对材料去除行为有很大贡献[19–25]。磨粒的磨损特性对提高砂轮材料去除效率也至关重要。许多研究报道了磨粒的磨损特性,以提高磨粒的自锐性和耐磨性[26-29]。例如,Kacalak等人。[26]研制了一种利用氧化铝颗粒聚集的新型砂轮,并对其自锐性进行了评价。Ti-6Al4V钛合金磨削过程中,磨粒在磨削力作用下的局部微裂可以提高晶粒的自锐性,提高材料去除率,提高磨削表面质量。Ichida[27]通过将陶瓷相作为结合材料与基于化学键的微晶cBN颗粒结合来制备多晶cBN(PcBN)颗粒。丁等人。[28]发现PcBN砂轮比McBN砂轮具有优异的自锐能力和良好的磨削性能,并指出其自锐机理有待进一步研究。然而,由于陶瓷结合材料的抗冲击性差,在晶粒表面施加极大的应力时,PcBN晶粒容易发生意外的宏观断裂[29]。因此,在难切削材料的磨削加工中,开发具有优良自锐性和耐磨性的高质量磨粒是一项值得努力的工作。
为了获得自锐性和高耐磨性,本研究利用金属结合材料(即Cu-Sn-Ti合金)和传统McBN磨料,通过真空烧结制备了聚集cBN(AcBN)晶粒。通过Ti-6Al-4V钛合金单颗粒磨削试验,研究了AcBN晶粒的磨损特性及其对材料去除行为的影响。利用光学显微镜、三维共聚焦显微镜和扫描电子显微镜(SEM)对晶粒的微观结构、晶粒形貌和划痕形貌进行了表征。通过三维重建方法计算体积堆积比(Rv)来评价材料去除效率。
最后,对磨削力比和磨粒磨损特性进行了评价。
二.实验材料和细节
2.1 聚集体cBN颗粒的制备
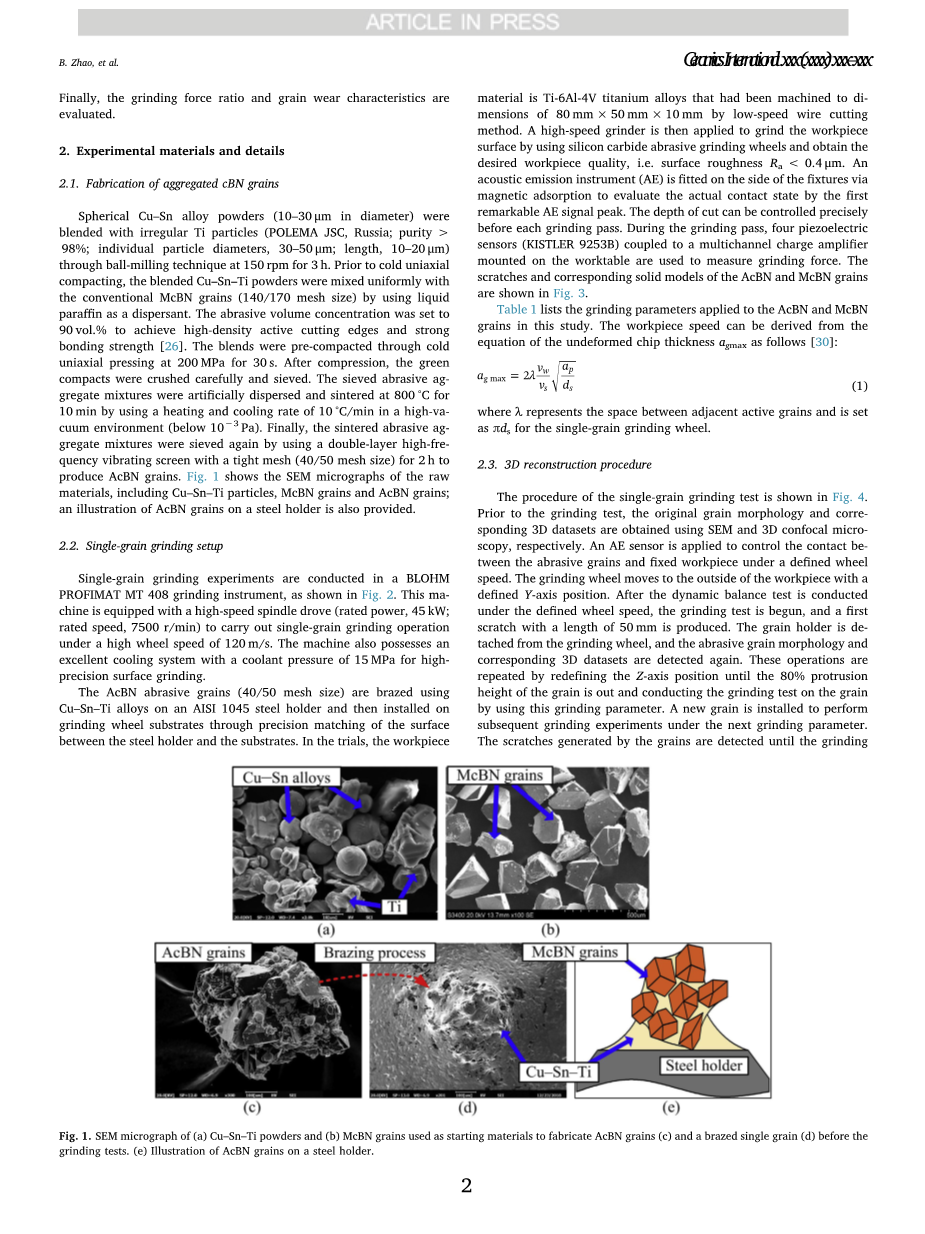
球形铜锡合金粉末(直径10-30mu;m)与不规则钛颗粒(POLEMA JSC,俄罗斯;纯度gt;98%;单个颗粒直径30-50mu;m;长度10-20mu;m)通过球磨技术以150转/分的速度混合3小时。在冷单轴压缩之前,以液体石蜡为分散剂,将Cu-Sn-Ti粉末与传统McBN颗粒(140/170目)均匀混合。磨料体积浓度设置为90 vol.%,以实现高密度主动切削刃和强粘合强度[26]。通过200mpa的冷单轴压缩30s对共混物进行预压,压缩后的生坯被仔细压碎并筛分。在高真空环境(低于10Pa)下,采用10°C/min的加热和冷却速率,人工分散并在800°C下烧结10分钟。最后,采用双层高频振动筛(40/50目)对烧结后的砂石混合料进行二次筛分,获得AcBN颗粒。图1显示了原材料的SEM显微照片,包括Cu–Sn–Ti颗粒、McBN颗粒和AcBN颗粒;还提供了钢支架上AcBN颗粒的图示。-3个
2.2 单颗粒研磨装置
在BLOHM PROFIMAT MT 408磨床上进行单颗粒研磨实验,如图2所示。本机采用高速主轴驱动(额定功率45kw,额定转速7500r/min),在120m/s的高速轮速下进行单颗粒磨削操作,并具有良好的冷却系统,冷却液压力15mpa,用于高精度表面磨削。
AcBN磨粒(40/50目)用Cu–Sn–Ti合金在AISI 1045钢支架上钎焊,然后通过钢支架和基板之间的表面精确匹配安装在砂轮基板上。试验中,工件材料为Ti-6Al-4V钛合金,采用低速线切割法加工尺寸为80mmtimes;50mmtimes;10mm。然后用高速磨床用碳化硅砂轮磨削工件表面,获得所需的工件质量,i、 e.表面粗糙度Ralt;0.4mu;m。通过磁吸附在夹具侧面安装声发射仪(AE),通过第一个显著的AE信号峰值来评估实际接触状态。每道磨削前,可精确控制切削深度。在磨削过程中,四个压电传感器(KISTLER 9253B)与安装在工作台上的多通道电荷放大器耦合用于测量磨削力。AcBN和McBN晶粒的划痕和相应的实体模型如图3所示。
2.3 三维重建程序
单颗粒研磨试验程序如图4所示。在磨削试验前,分别用扫描电镜(SEM)和三维共聚焦显微镜(3dconfocal microscopy)获得原始晶粒形貌和相应的三维数据集。应用声发射传感器,在一定的轮速下控制磨粒与固定工件的接触。砂轮以指定的Y轴位置移动到工件外部。在规定的轮速下进行动平衡试验后,开始磨削试验,并产生一道50 mm长的第一道划痕。从砂轮上分离出磨粒夹持器,重新检测出磨粒形貌和相应的三维数据集。重复这些操作,重新定义Z轴位置,直到磨粒的80%突出高度出来,并使用此磨削参数对磨粒进行磨削试验。在下一个磨削参数下,安装新的磨粒进行后续磨削试验。磨粒产生的划痕会一直检测到研磨不能再对工件进行试验。利用三维共焦显微镜获得划痕形貌和三维数据集。
图1以(a)Cu-Sn-Ti粉末和(b)McBN颗粒为原料制备AcBN颗粒(c)和钎焊单颗粒(d)的SEM显微照片。(e) 钢支架上AcBN颗粒的图示。
图3(a)McBN和(b)AcBN晶粒的划痕及相应的重构模型
表1
磨削工艺参数。
|
磨削参数 |
价值 |
|
颗粒类型(40/45目) |
由McBN颗粒(140/170目)制成的聚集cBN(AcBN)磨料颗粒 单晶cBN(McBN)磨粒 |
|
未变形切屑厚度amax克 |
1.0 微米 |
|
磨削速度v s |
30、50、80、120米/秒 |
|
工件速度v w |
20.3–405.2毫米/分钟 |
|
切割深度ap |
0.02毫米 |
|
冷却液 |
乳化液;5%稀释90L/min; 0.4mpa压力 |
|
研磨方式 |
上研磨 |
据厄普兹和陈[31]报道,金刚石磨粒的边缘形状严重影响了划痕形貌和Rv。材料去除效率也可用Rv来评价。与金刚石磨粒相比,由于AcBN磨粒在单一磨削路径下的自锐特性,划痕截面的Rv不再适用(图5)。沿一个磨削道次提取划痕截面轮廓,堆积和沟槽高度趋于迅速降低。因此,提出了通过计算堆料与沟槽的体积比来评价材料去除效率的Rv方法。在本研究中,考虑到计算效率,在四分之一位置(每个部分的长度=2.2 mm)测量单个划痕,包括入口和出口侧。通过对三维数据集的采集,利用MATLAB和CATIA软件重建了划痕实体模型,确定了堆积体和沟槽的体积。然后计算每个部分的槽和堆的体积。通过线性插值计算其它零件的槽和堆体积,可以估算出划痕时槽和堆的总体积。利用上述重构操作,可以计算单个磨削道次中AcBN磨粒的体积损失。
三.结果和讨论
3.1磨削力比
|
图4 单颗粒磨削试验的程序和三维重建 |
与磨削力相比,磨削力比是反映晶粒锐度的重要参数。得到了不同轮速和累计材料去除量(AMRV)下McBN和AcBN颗粒(40/50目)的受力比。这里,AMRV是通过计算每个划痕的凹槽总体积得到的。结果如图6所示。当AMRV小于0.75mm3时,无论磨粒类型如何,磨削力比都是稳定的,表明磨粒在初始磨削阶段具有良好的锐度。一旦AMRV超过0.75mm3,McBN晶粒的磨削力比就会急剧增加,这是由于其形貌从微破碎演变为完全破碎(图6a)。在AcBN晶粒中,磨削力比对AMRV不敏感。在这种情况下,根据磨损模式确定的AcBN晶粒的磨损和微断开有助于保持晶粒的自锐性(图6b)。此外,当轮速为120m/s时,无论磨粒类型如何,AMRVs都显著增加。如丁等人所述。[28]由于晶粒具有良好的自锐性,可以获得较高的材料去除效率和较低的刀具磨损。也就是说,稳定的磨削力比可以获得良好的晶粒磨削能力。此外,具有稳定磨削力比的AcBN晶粒有助于提高AMRV值。
图7描绘了在vs=120 m/s和agmax=1 mm的磨削条件下,本研究中不同单颗粒类型的磨削力和AMRV之间的关系。在McBN晶粒中,由于AMRV在初始磨损阶段小于0.6mm3,正常磨削力Fn趋于迅速增大并保持稳定。当AMRV超过0.75mm3时,由于McBN晶粒宏观断裂的出现,Fn迅速减小,然后逐渐增大。在这种情况下,稳定阶段后切向磨削力Ft趋于减小。与McBN晶粒相比,磨削力沿AcBN晶粒的AMRV呈向上的抛物线型分布。当AMRVs分别小于1.0mm3和0.4mm3时,Fn和Ft迅速下降,然后上升。然而,与Ft的逐渐增加相比,随着AcBN晶粒AMRV的增加,Fn的生长速率大大提高。磨削力随AMRV增大的变化趋势不同,这与两种晶粒的磨损行为有关。由于单个McBN晶粒具有典型的各向异性晶体结构,在晶粒表面施加极大应力时,会出现解理裂纹,并最终发生宏观断裂。
图5(a) AcBN颗粒在单道磨削过程中划痕横截面轮廓的典型演变,以及(b)每个轮廓对应的最大凹槽和堆积高度。
图6(a)McBN和(b)AcBN晶粒的磨削力比与AMRV和轮速的关系。
颗粒导致浮动磨削力和力比(见图。6a和7a)。然而,AcBN晶粒的磨削力是多种McBN晶粒的组合,具有不同的磨损行为和磨削力。因此,与单个McBN颗粒相比,单个AcBN颗粒的磨削力和力比更稳定(见图。6b和7b)。
3.2 材料去除效率
图8显示了在vs=120m/s和agmax=1mm的磨削条件下,不同磨粒类型的磨粒磨损量随AMRV的变化。两种晶粒类型的磨粒磨损都明显增加了AMRV。也就是说,在整个磨削过程中,无论晶粒类型如何,都会出现不同的磨损程度。AcBN晶粒的初始磨损高于McBN晶粒。然后观察到稳态晶粒磨损。直到磨粒的80%突出高度出来,才能看到高磨粒磨损。未观察到McBN晶粒的稳态磨损。此外,当AMRV超过0.92mm3时,由于晶粒完全破碎,在晶粒中观察到200times;104mu;m3到600times;104mu;m3的粗大晶粒磨损,或增加200%。
图9示出了两种磨粒类型的磨削比(eta;)与AMRV。这里,通过除以槽体积来计算eta;
用晶粒损失体积Vgrain(即eta;=Vgroove/Vgrain)来评估晶粒的耐磨性。当AMRV小于0.5mm3时,McBN晶粒显示稳定的eta;;相反,AcBN晶粒的eta;在峰值AMRV(1.0mm3)之前急剧增加。此后,当两种晶粒类型的磨料达到峰值后,随着AMRV的进一步增加,eta;显著降低。然而,AcBN晶粒(2043)的最大eta;大约是McBN晶粒(206)的10倍,这与前者的稳态晶粒磨损相对应(图8b)。这种现象可以解释为:在磨损初期,由于磨损和断裂磨损,McBN晶粒的刃口不断变化。当AMRV超过0.5mm3时,由于宏观漏钢磨损,材料去除效率受到严重影响。然而,在AMRVs小于0.5mm3时,AcBN晶粒的eta;逐渐增大。在达到峰值之前,由于主动切削刃的增加,随着晶粒磨损损失的增加,eta;迅速增加。在稳定磨损阶段,由于
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[608341],资料为PDF文档或Word文档,PDF文档可免费转换为Word
课题毕业论文、开题报告、任务书、外文翻译、程序设计、图纸设计等资料可联系客服协助查找。
您可能感兴趣的文章
- 饮用水微生物群:一个全面的时空研究,以监测巴黎供水系统的水质外文翻译资料
- 步进电机控制和摩擦模型对复杂机械系统精确定位的影响外文翻译资料
- 具有温湿度控制的开式阴极PEM燃料电池性能的提升外文翻译资料
- 警报定时系统对驾驶员行为的影响:调查驾驶员信任的差异以及根据警报定时对警报的响应外文翻译资料
- 门禁系统的零知识认证解决方案外文翻译资料
- 车辆废气及室外环境中悬浮微粒中有机磷的含量—-个案研究外文翻译资料
- ZigBee协议对城市风力涡轮机的无线监控: 支持应用软件和传感器模块外文翻译资料
- ZigBee系统在医疗保健中提供位置信息和传感器数据传输的方案外文翻译资料
- 基于PLC的模糊控制器在污水处理系统中的应用外文翻译资料
- 光伏并联最大功率点跟踪系统独立应用程序外文翻译资料


